






XXXX Gives the Nod to Ammonia
The Castlemaine Perkins Brewery, easily identifiable by its iconic XXXX sign, is one of the most recognisable landmarks of Brisbane, and among a handful of traditional breweries left standing in Australia. Originally a distillery, the site, located alongside the Ipswich rail line in Milton, was purchased by the Fitzgerald brothers and converted into a brewery in 1877.
Around the the mid 1970's a refrigeration system comprising four centrifugal chiller packages was installed. Originally these employed refrigerant R12. For environmental reasons this was later substituted with R134A. The system supplied a 24% ethanol/water mixture at -6°C to all refrigeration consumers at the brewery site; total capacity around 6000 kW. Although the system served its purpose for many years, it increasingly presented many problems including excessive condensing pressures and refrigerant leaks. Of even greater concern was the high energy consumption amounting to 40% of the electrical energy consumption of the entire site.
While attending the IIR-Gustav Lorentzen Conference on Natural Working Fluids in Sydney in 2010, two brewery representatives were introduced to Stefan Jensen of Scantec who briefly explained the merits of ammonia versus HFC134A refrigerant. Scantec was subsequently invited to tender for the conversion of Castlemaine Perkins from HFC134A to ammonia and was awarded this prestigious project in July 2010. The project was completed around 12 months later.
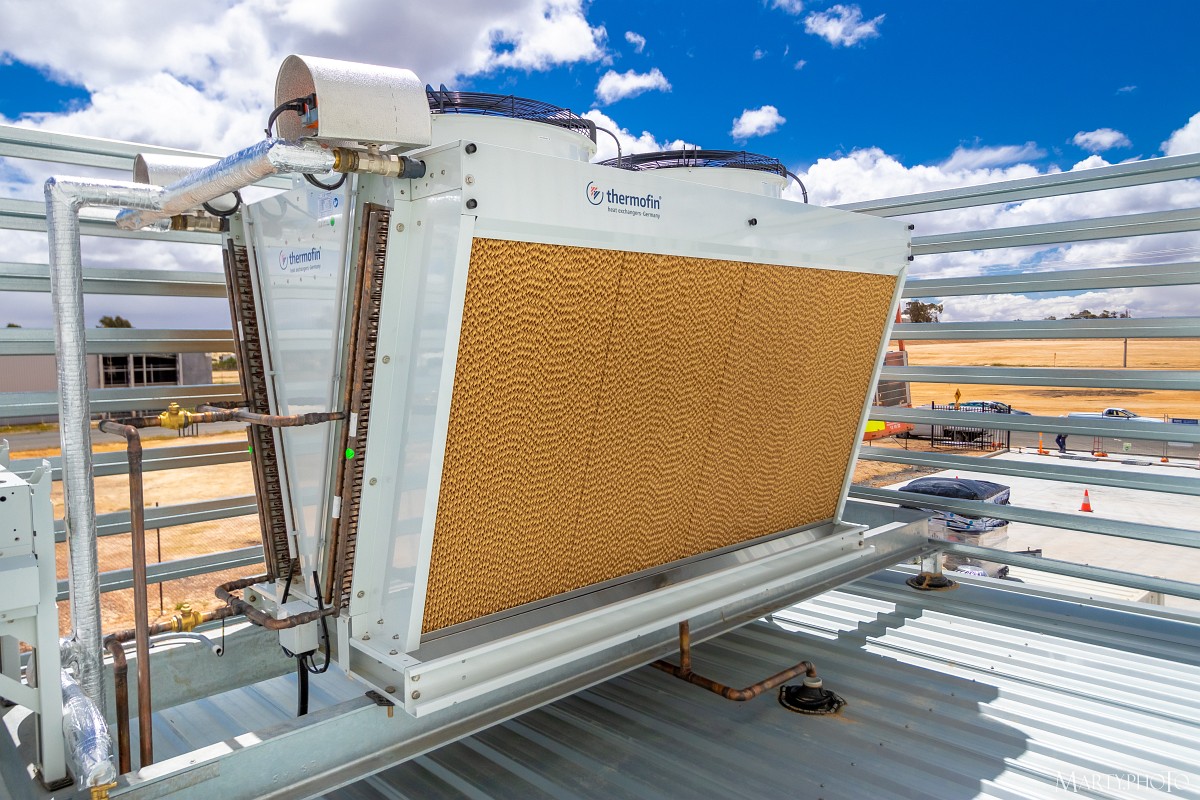
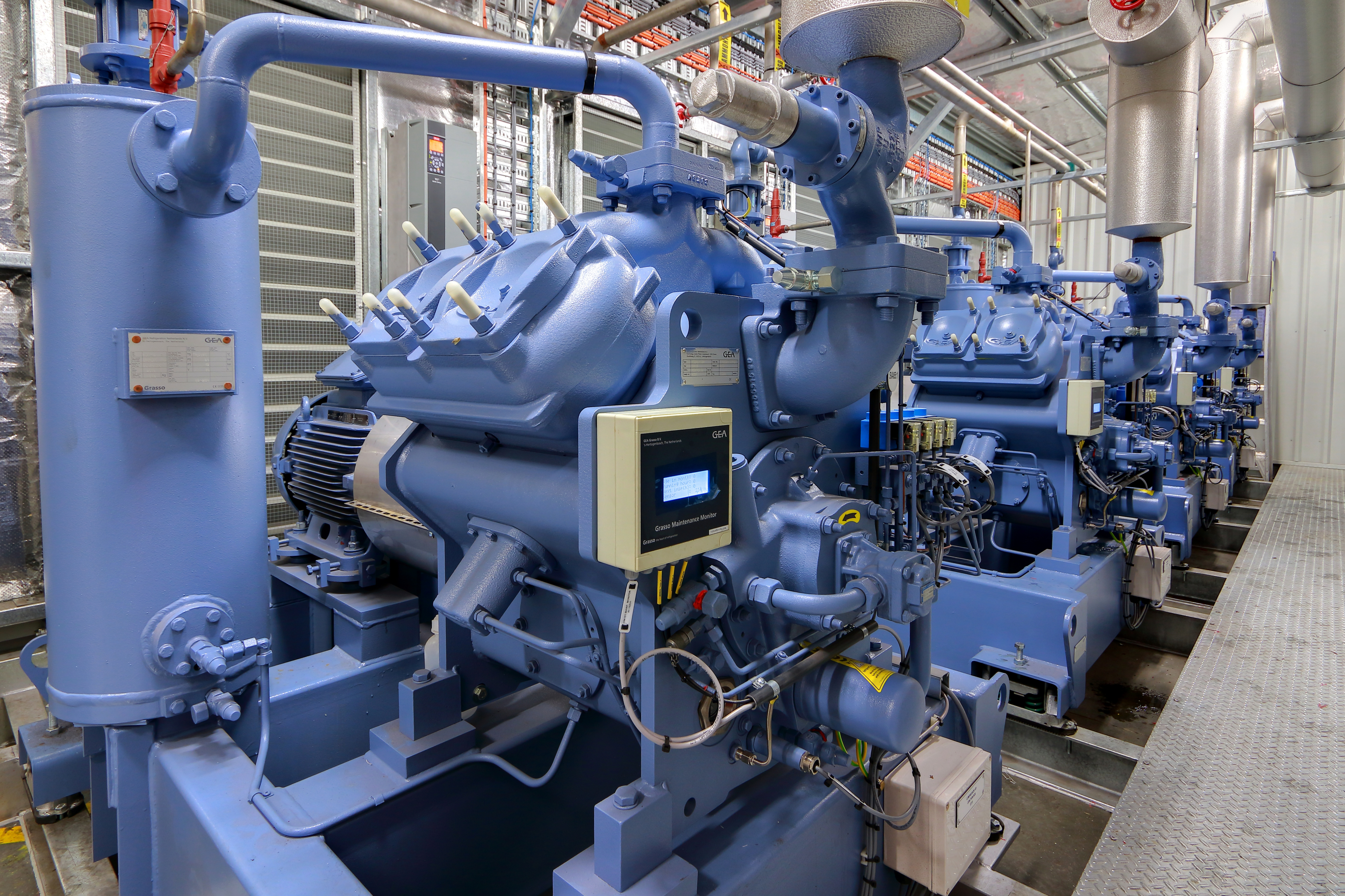
The new plant is a central NH3 system comprising four variable speed SABROE SAB233L screw compressors each with 450 kW motors, two 3 MW semi-welded cassette plate evaporators and two water cooled semi-welded cassette plate condensers. The total refrigeration capacity is 6 MW at an ethanol supply temperature of -6°C. The installation also included two 30 m³ ethanol buffer tanks, new primary and secondary ethanol pumps, new cooling water pumps and new computerized control and monitoring (SCADA) system.
Although serious consideration was given to the retention of HFC134A for the new plant, the significant energy efficiency improvements associated with the conversion to NH3 could not be ignored. The new plant only consumes about 30% of all electrical energy supplied to the site - previously this was 40%.
An added advantage of NH3 is the elimination of any commercial risks associated with a catastrophic release of HFC134A. Following introduction of the carbon equivalent HFC levy 1 July 2012, a replacement charge for one of the previous HFC134A based centrifugal chillers would have cost more than $200,000.